dgfoster
Diamond
- Joined
- Jun 14, 2008
- Location
- Bellingham, WA
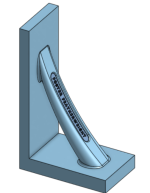
I am letting folks know that I am in the process of designing an angle plate about 11" high with a 6" base that will be available in two versions. One will have heavier faces with plenty of "meat" for keyways or bolt holes so that the end user can customize it or a pair to their needs. The other lighter version will have thinner faces more suitable for use as a metrology tool. Since the plate is still in the planning stages and nothing has been committed to pattern making, changes are relatively easy. All I would need to do is to revise the CAD drawings I am making. Once I feel confident of the design, I will be 3-D printing PLA Filament patterns and casting them in high quality cast iron. Forrest Addy has been critiquing right along as the plans have been evolving. So, don't be reticent about making suggestions for improvement. My goal is to produce very solid and stable plates that are also, consistent with other Featherweight designs, aesthetically pleasing and light in weight as is consistent with the most important aspect---good function.
Here are a couple pics of where this stands now. But if you want to REALLY see the drawn part, go to the no-hassle linked view within Onshape----no need to join. THere are several tabs in the linked work space. Just leaf through them. Spin and magnify the part, etc.
Onshape link to CAD drawings
3/4 view:

Side View

Drawing a Core that will be converted into a core box.

Core From another viewpoint:

For those that like drawings:

And I am finally getting my straight edges back in stock. I suspended them on eBay for a while while traveling and doing some catch-up casting. I have all of them in stock except a 48 (someone here bought my last one a few weeks ago) and my box square (also sold to someone here.) I plan to cast a couple 48's in the next two weeks. Box's are cast on request. I will open up my ebay listings tomorrow.
It is best to contact me via email Den is g f oste r at gmail
Speak up if you have ideas concerning the angle plate design. And thank you for all the support this group has provided for me in the past. It is truly appreciated.
Denis
Here are a couple pics of where this stands now. But if you want to REALLY see the drawn part, go to the no-hassle linked view within Onshape----no need to join. THere are several tabs in the linked work space. Just leaf through them. Spin and magnify the part, etc.
Onshape link to CAD drawings
3/4 view:
Side View
Drawing a Core that will be converted into a core box.
Core From another viewpoint:
For those that like drawings:
And I am finally getting my straight edges back in stock. I suspended them on eBay for a while while traveling and doing some catch-up casting. I have all of them in stock except a 48 (someone here bought my last one a few weeks ago) and my box square (also sold to someone here.) I plan to cast a couple 48's in the next two weeks. Box's are cast on request. I will open up my ebay listings tomorrow.
It is best to contact me via email Den is g f oste r at gmail
Speak up if you have ideas concerning the angle plate design. And thank you for all the support this group has provided for me in the past. It is truly appreciated.
Denis

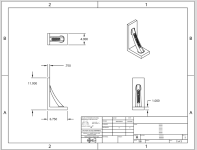




") ) to use as a trial. You correctly point out that the broad flat top surface of the bare plate invites adding weights if so desired. The full-sized angle plate as drawn would weigh 17 pounds. The half model only 4.5 pounds.
) to use as a trial. You correctly point out that the broad flat top surface of the bare plate invites adding weights if so desired. The full-sized angle plate as drawn would weigh 17 pounds. The half model only 4.5 pounds.











